
ດ້ວຍການພັດທະນາຢ່າງບໍ່ຢຸດຢັ້ງຂອງການຫັນເປັນອຸດສາຫະກຳຂອງຈີນ, ເຄື່ອງແຕ້ມເສັ້ນໄດ້ມີບົດບາດທີ່ຂາດບໍ່ໄດ້ໃນການປຸງແຕ່ງສາຍເຫຼັກ, ໂດຍສະເພາະແມ່ນສາຍເຫຼັກກ້າ, ສາຍທອງແດງ, ພາດສະຕິກ, ໄມ້ໄຜ່, ໄມ້, ສາຍແລະສາຍໄຟ.ເຄື່ອງແຕ້ມເສັ້ນລວດສາມາດແບ່ງອອກເປັນເຄື່ອງແຕ້ມເສັ້ນລວດໂລຫະ, ເຄື່ອງແຕ້ມເສັ້ນລວດພາດສະຕິກ, ໄມ້ໄຜ່ແລະເຄື່ອງແຕ້ມເສັ້ນລວດໄມ້ຕາມການນໍາໃຊ້.ໃນບັນດາພວກເຂົາ, ເຄື່ອງແຕ້ມເສັ້ນລວດໃນເສັ້ນແມ່ນອຸປະກອນການຜະລິດຕົ້ນຕໍສໍາລັບການປຸງແຕ່ງໂລຫະ.ມັນສາມາດເຢັນດຶງສາຍເຫຼັກກັບຂໍ້ກໍານົດທີ່ກໍານົດໄວ້ໃນເວລາດຽວ.ດ້ວຍປະສິດທິພາບການເຮັດວຽກສູງແລະພື້ນທີ່ອຸປະກອນຂະຫນາດນ້ອຍ, ມັນເປັນປະເພດທົ່ວໄປແລະກ້າວຫນ້າທາງດ້ານຫຼາຍ.ຢ່າງໃດກໍຕາມ, ມັນມີຄວາມຕ້ອງການທີ່ສູງຂຶ້ນກ່ຽວກັບການ synchronization ແລະການຕອບສະຫນອງແບບເຄື່ອນໄຫວຂອງມໍເຕີ, ແລະມີຄວາມຫຍຸ້ງຍາກທີ່ສຸດໃນການຄວບຄຸມຫນຶ່ງຂອງເຄື່ອງແຕ້ມເສັ້ນ.ຕໍ່ໄປ, ພວກເຮົາຈະແນະນໍາຄໍາຮ້ອງສະຫມັກຂອງ EN700 ຊຸດ inverter ອັດສະລິຍະໃນເຄື່ອງແຕ້ມເສັ້ນລວດໃນເສັ້ນ.

ແນະນຳຂະບວນການ
ເຄື່ອງແຕ້ມເສັ້ນລວດໃນເສັ້ນແມ່ນອຸປະກອນການປຸງແຕ່ງສາຍໂລຫະທົ່ວໄປ, ເຊິ່ງສ່ວນໃຫຍ່ແມ່ນໃຊ້ສໍາລັບການປຸງແຕ່ງເສັ້ນລວດເຫຼັກ, ສາຍທອງແດງ, ສາຍໂລຫະປະສົມ, ສາຍເຊື່ອມແລະວັດສະດຸອື່ນໆ, ແລະປະກອບດ້ວຍການຊໍາລະ, ການແຕ້ມເສັ້ນລວດແລະສາຍ. ໃຊ້ເວລາເຖິງ.ລາຍລະອຽດມີດັ່ງນີ້:
ສ່ວນການຊໍາລະ: ສ່ວນໃຫຍ່ໃຫ້ອາຫານວັດສະດຸທີ່ປຸງແຕ່ງແລ້ວເຂົ້າໄປໃນສ່ວນແຕ້ມເສັ້ນ.ໃນຂັ້ນຕອນນີ້, ສາຍໄຟສາມາດທົນທານຕໍ່ຄວາມກົດດັນຂະຫນາດໃຫຍ່.ການຈ່າຍແບບ Passive ແມ່ນຮັບຮອງເອົາ.ມໍເຕີຈໍາເປັນຕ້ອງມີແຮງບິດຂະຫນາດໃຫຍ່ແລະຄວາມໄວແລ່ນທີ່ຫມັ້ນຄົງໃນເວລາທີ່ເລີ່ມຕົ້ນແລະແລ່ນດ້ວຍຄວາມໄວຕ່ໍາ.
ສ່ວນການແຕ້ມເສັ້ນລວດ: ເສັ້ນລວດຖືກແຕ້ມເທື່ອລະກ້າວໂດຍຜ່ານການແຕ້ມຮູບຕາຍໃນທຸກລະດັບທີ່ນີ້ (13 ຕາຍທັງຫມົດ), ແລະແຕ່ລະຂັ້ນແມ່ນຂັບເຄື່ອນໂດຍຕົວແປງຄວາມຖີ່ແລະມໍເຕີຄວາມຖີ່ຂອງຕົວປ່ຽນແປງ.ໃນການເຊື່ອມໂຍງຂະບວນການນີ້, ມັນຈໍາເປັນຕ້ອງມີການປະຕິບັດຂອງຕົວແປງຄວາມຖີ່ທີ່ເຊື່ອຖືໄດ້, ດັ່ງນັ້ນມໍເຕີມີຄວາມຖືກຕ້ອງຂອງຄວາມໄວໄຟຟ້າສູງ, ການຕອບສະຫນອງແບບເຄື່ອນໄຫວໄວ, ຄວາມກົດດັນສາຍຄົງທີ່, ແລະການຫມຸນຢ່າງຕໍ່ເນື່ອງ, ດັ່ງນັ້ນການຮັບປະກັນຄຸນນະພາບຂອງຜະລິດຕະພັນສໍາເລັດຮູບ.
ສ່ວນ winding: ມັນຖືກນໍາໃຊ້ຕົ້ນຕໍເພື່ອ winding ເຖິງສາຍປະມວນຜົນໃນ reel ໄດ້.ມັນ ຈຳ ເປັນທີ່ວ່າມັນ ກຳ ລັງເລີ່ມເລັ່ງ, ຢຸດເພື່ອຊ້າ, ຫຼືແລ່ນດ້ວຍຄວາມໄວຄົງທີ່, ມັນຄວນຈະຖືກ synchronized ກັບຄວາມໄວຂອງສາຍມໍເຕີຂອງພາກສ່ວນແຕ້ມເສັ້ນລວດເພື່ອຮັບປະກັນຜົນກະທົບຂອງລົມທີ່ຫມັ້ນຄົງ.
ການຕັ້ງຄ່າລະບົບ
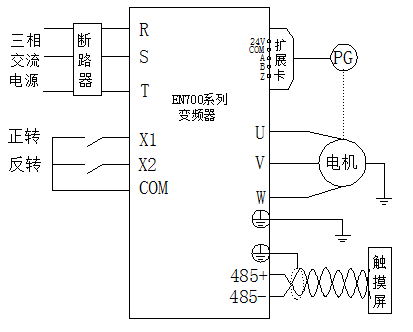
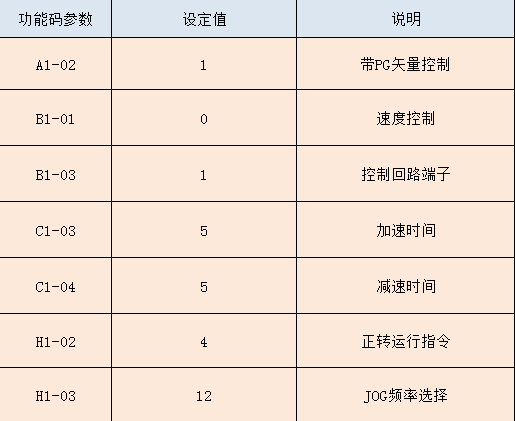
ລະບົບອຸປະກອນພາກສະຫນາມໃຊ້ການສື່ສານ MODBUS ສໍາລັບການດໍາເນີນງານ.ອຸປະກອນແຕ່ລະຊຸດມີເຄື່ອງແປງຄວາມຖີ່ອັດສະລິຍະ 19 EENEN EN700 series.ສໍາລັບພາກສ່ວນແຕ້ມເສັ້ນ, ແຕ່ລະລະດັບແມ່ນຂັບເຄື່ອນໂດຍຕົວແປງຄວາມຖີ່ແລະມໍເຕີຄວາມຖີ່ຂອງຕົວປ່ຽນແປງ.ຕົວແປງຄວາມຖີ່ແຕ່ລະອັນມີບັດຂະຫຍາຍເພື່ອເຊື່ອມຕໍ່ກັບຕົວເຂົ້າລະຫັດຂອງມໍເຕີເພື່ອສ້າງຕົວຄວບຄຸມ vector ວົງປິດ.

ເວລາປະກາດ: 05-05-2023